Add Accessories
ESAB VacPac 7018-1 Prime Stick Electrodes
By ESAB
Pay with Affirm on orders over $50. See if you qualify
SKU: ESA55042430G0
The prevention of hydrogen induced cracking in thick structural steels or porosity in stainless or nickel-base weld metal, by controlling the moisture re-absorption in the coating of low hydrogen electrodes, can be very costly. In demanding applications, such as offshore fabrication, the cost of climate controlled storage and handling and the associated administrations are often calculated to exceed the cost of the consumables itself. With ESAB 7018-1 Prime VacPac vacuum packaging, these costs are completely avoided.
-
True 100% hermetically-sealed package
-
No re-baking, no holding ovens, no quivers
-
Safe welding after opening
-
Cost savings through simplified storage and handling
-
Reduced risk of hydrogen cracking or porosity
-
Easier for welders to carry
-
Shift-based pack sizes available
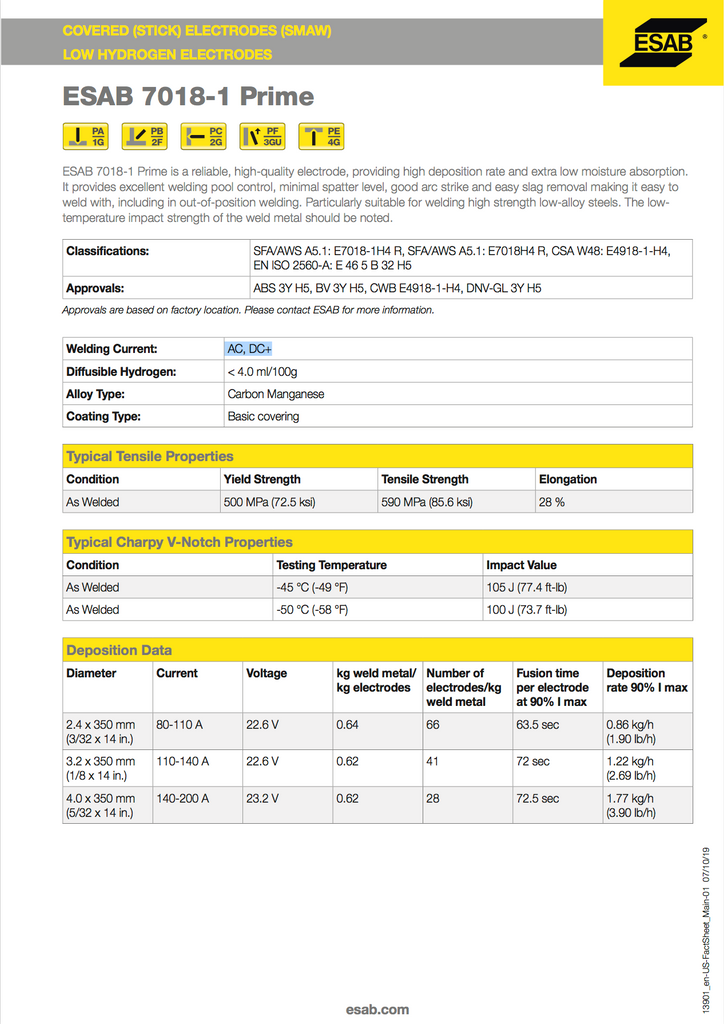
Typical Tensile Properties
-
Condition - As Welded
-
Elongation - 28%
-
Tensile Strength - 85.6 ksi
-
Yield Strength - 72.5 ksi
Typical Charpy V-Notch Properties
|
Condition |
Impact Value |
Testing Temperature |
|
As Welded |
77.4 ft/lb |
-49°F |
|
As Welded |
73.7 ft/lb |
-58°F |
|
Approvals |
ABS; 3Y H5; SB; BV; 3Y H5; SB; CWB; E4918-1-H4; SB; DNV-GL; 3Y H5 |
|
Classifications |
SFA/AWS A5.1; E7018-1H4 R; SFA/AWS A5.1; E7018H4 R; CSA W48; E4918-1-H4; EN ISO 2560-A; E 46 5 B 32 H5 |
|
Alloy Type: |
Carbon Manganese |
|
Coating Type: |
Imperial_Basic Covering |
|
Diffusible Hydrogen: |
< 4.0 ml/100g |
|
Welding Current: |
AC, DC+ |
Click to view the spec sheet.
Customer Reviews
Ratings & Reviews
100% Recommend this item



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}